Simulation-based Analysis of a Microstructuring Process for Serrated Surfaces with Higher Friction
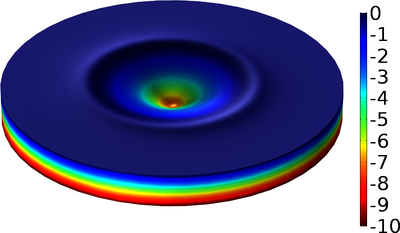
Actual trends in lightweight construction and safety-relevant technologies cause an increasing demand for reliable design of joining connections. Increasing power density and compact design require dimensioning of joints with low safety factors. Thereby additional security measures are needed more often. One possible measure is increasing the friction coefficient of serrated fasteners by microstructuring the serrated surface. Aim of the microstructuring is the development of serrated fasteners with higher breakaway torque. Several studies showed the potential of microstructured surfaces to increase the friction coefficient of two contact surfaces. One possible solution approach is to integrate the microstructuring of the serrated fastener in the conventional machining process chain. Therefore, the forming tools e.g. carbide metal dies need to have the negative geometry of the microstructure. A technology to manufacture such microstructured carbide metal dies is electrical discharge machining (EDM). Within this study a model of a single discharge of micro electrical discharge machining (EDM) will be shown. The ablation process is simulated by using the level-set-method, which tracks the interface between the dielectric medium and the workpiece surface. Several phenomena are considered to model the resulting removal geometry. The interaction between the plasma channel and the workpiece material leads to a fast heating of the interaction zone and is considered by defining an additional heat source at the workpiece surface. The heat source is a function of time and radius and describes the formation of the plasma channel. In consequence, the solid workpiece material is heated over the vaporization temperature and material removal occurs. A simultaneous phenomenon is the interaction between the vaporization pressure and the molten workpiece, which leads to a flow of the molten material to the outer area of the removal geometry. A further phenomenon, which influences the ablating process, is the pressure due to the plasma channel collapse and the subsequent evacuation of the molten workpiece material. The figure shows exemplary the resulting removal geometry and the temperature field after EDM process time of 8.15·10-8 s.
Download
- schaarschmidt_poster.pdf - 1.02MB
- schaarschmidt_paper.pdf - 0.84MB
- schaarschmidt_abstract.pdf - 0.07MB